Hinweise für Verklebungen auf gebräuchlichen Substraten
Wissen
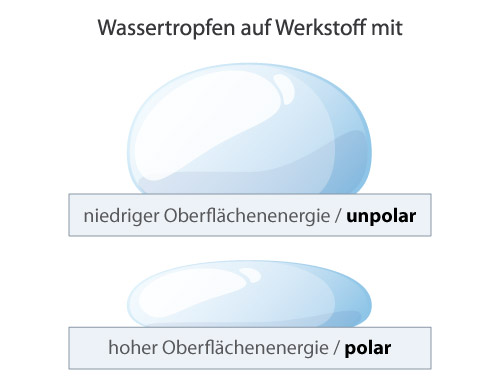
5.1 Antiadhäsive Materialien
Obwohl in der Regel nahezu alle Werkstoffe gut zu verkleben sind, ist zu beachten, dass sich einige Materialien antiadhäsiv verhalten. Hierzu gehören u.a. Teflon und silikonhaltige Materialien sowie unpolare Kunststoffe wie PE und PP. Die Verklebung dieser Materialien ist kritisch.
Eine Steigerung der Verbundfestigkeit lässt sich in solchen Fällen nur durch eine gezielte, auf den jeweiligen Werkstoff abgestimmte mechanische, physikalische oder chemische Oberflächenvorbehandlung erzielen (z. B. Corona-Vorbehandlung bei PE oder PP).
In vielen Fällen reicht allerdings die Klebkraft auf PE oder PP aus, so dass eine Vorbehandlung nur für dauerhafte Verbindungen mit höheren Anforderungen an die Festigkeit nötig ist.
5.2 Kunststoffe/lackierte Oberflächen
In der Regel handelt es sich hierbei um problemlose Haftgründe. Da in wenigen Fällen die Möglichkeit von Beeinträchtigungen des Verbunds durch Wechselwirkung zwischen Haftgrund und Klebmasse besteht - z. B. durch Weichmacherwanderung oder Oberflächenverfärbung - ist eine Verträglichkeitsprüfung empfehlenswert. Das gilt besonders, wenn das Klebeband nach einer gewissen Zeit wieder entfernt werden soll oder wenn auf Weich-PVC geklebt wird.
5.3 Metallverklebungen
Bei Nichteisenmetallen wie z. B. Blei, Cadmium, Kupfer, Messing und Nickel muss vorher festgestellt werden, ob diese auf die Selbstklebmasse chemisch reagieren. Sie können sich nach dem Klebebandkontakt aufgrund chemischer Reaktionen verfärben.
5.4 Oberflächenvorbereitung
Um eine optimale Haftung zu erzielen, müssen die zu verklebenden Oberflächen sauber, trocken und fettfrei sein. Antiadhäsive Oberflächensubstanzen wie z. B. Staub, Formtrennmittel, Fette oder Wachse müssen vor der Verklebung entfernt werden.
5.5 Verarbeitung der Klebebänder
Die Verklebungen sollten nach Möglichkeit bei Raumtemperatur (ca. 18 - 25 °C) durchgeführt werden. Um die bestmögliche Anfangshaftung zu erzielen, ist ein ausreichend hoher und gleichmäßiger Andruck erforderlich. Die in der Regel höhere Endfestigkeit tritt erst nach mehreren Stunden ein.