5.1 Anti-adhesive materials
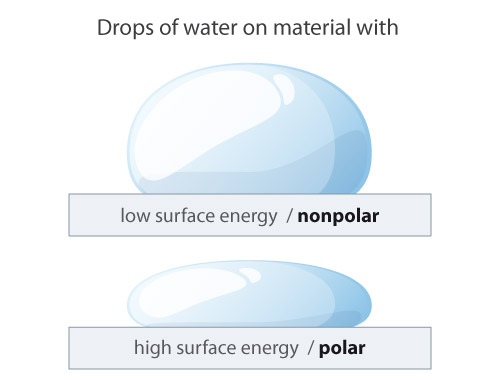
Although usually almost all materials are easily bonded, it should be noted that some materials are non-sticky. These include, among others Teflon and silicone-containing materials and non-polar plastics such as PE and PP. The bonding of these materials is critical. An increase of the bond strength can be achieved in such cases only by a targeted, tailored to the respective material mechanical, physical or chemical surface treatment (e.g. corona treatment on PE or PP). In many cases, however, sufficient bond strength to PE or PP is reached, so that a pre-treatment only for permanent connections with higher strength requirements is necessary.
5.2 Plastics / painted surfaces
In general, these are easy surfaces to mount. Because in a few cases, the possibility of adverse effects of the composite is due to interaction between primer and adhesive – e.g. plasticizer migration or surface discoloration - a compatibility test is recommended. This is especially necessary, if the tape is to be removed after a certain time or if it is adhered to soft PVC.
5.3 Metal bonding
With non-ferrous metals such as lead, cadmium, copper, brass and nickel it must first be determined whether they react chemically to the adhesive. Due to chemical reactions they can change color after contact with the tape.
5.4 Surface treatment
To obtain optimum adhesion, the bonding surfaces must be clean, dry and free of grease. Anti-adhesive surface substances such as dust, mold release agents, fats or waxes must be removed prior to bonding.
5.5 Processing of adhesive tapes
The bond should be performed, as far as possible, at room temperature (approx. 18 - 25° C). To achieve the best possible initial adhesion, a sufficiently high and uniform contact pressure is required. The highest bonding strength is usually reached after several hours.